

















Flashback
We started this chain on the how automotive products are developed and manufactured, in an earlier article The APQP approach to launching products that looked at a top level view of how the parts are developed.
In this article we look at the details of developing the product and setting up a manufacturing line, the artifacts that are typically generated, and the acceptance of the product by the OEM. To bring a product through design to manufacturing requires a wide range of disciplines and talents.
Electric vehicles have been coming on for years, and that march will no doubt continue. No matter the propulsion system, internal combustion or electric, the constituent parts for a vehicle will go through design and testing loops as well as manufacturing line set up and verification and validation activities.
Even if the product is a commodity, both the product and the manufacturing processes would have been developed before the product would make it to the shelf for purchase. For a commodity product, the processes and standards by which the work occurs still exist, but will not be specific to an OEM.
For example, the design may be guided standards from SAE International or AIAG (Automotive Industry Action Group) or some other relevant industry organization. During the procurement process, the customer will likely ask questions about these standards, and evidence and metrics generated during product and manufacturing line development, to include metrics on the line’s capability, and perhaps field failure information. In this regard, there is little difference between a commodity product, and a specifically developed product for an OEM.
To that end, we will take time to explore the core processes for developing a product and manufacturing that apply to the automotive industry (actually any vehicle – construction and heavy equipment for example, as well as aerospace).
I have guest lectured at universities (master level) with students from the aerospace industry, and more than one of these students noted their companies were adopting the typical automotive approach to orchestrating and ensuring product quality (APQP). The earlier article looked at the process phases (APQP), now we will dig into the details of the PPAP as well as the culmination, the ISA (initial sample approval) and warrant.
The Road to Production
The APQP describes the phases of the work, from idea through to manufacturing. Each phase has specific objectives, processes as well as artifacts. Objectives are accomplished via the organization’s processes to reduce the risk intrinsic in the work, assure some measure of repeatability, and the ability to trace the steps taken in the development of the product and manufacturing process that produced this specific incarnation of the product.
These things also provide a base from which future improvements are possible. Along the way, artifacts are generated from that effort to both inform those performing the work, as well as provide evidence of appropriate level of due diligence.
The artifacts inform the team of the progress and risks, and therefore make possible prudent adjusting actions to be undertaken. Waiting until the last minute to compare what should have been done and to what degree of success, does not allow for proactive measures to ensure the project and product meets the objective, on time and at cost.
For example, consider this analogy. Imagine it is winter and you are in Maine. You have had enough winter, and plan to take a trip to a beach someplace warm. You buy tickets, pack, and hop on the plane. The pilot plans the route an takes off. However, the pilot does not take a heading or correction due to prevailing winds, and you end up in a place equally cold.
The point is, our work should have metrics or measures, by which we are able to discern where we actually are, learn and take appropriate action to ensure we end up where we desire.
Toward the end of the effort, the artifacts provide proof that work has been successfully undertaken and accomplished. Our discerning customers, especially the original equipment manufacturers and tier 1 suppliers, will likely require review of these artifacts as demonstration of level of detail or rigor, by which the product manufacturing line was developed.
Tasks, Risk Reduction and Artifacts

The work of developing a product through to manufacturing contains roughly 4 categories. Those 4 categories are color coded below:
- Engineering of the product – these activities are focused around developing the product to ensure the product meets the customer needs and brings value and that we are able to trace changes to the instantiations of the product due to learning through the development effort, or from the customer’s need for a change.
- Production development – these activities are focused on the developing the manufacturing line and processes to ensure that the designed product can be built off the manufacturing line, that produces a cost effective, quality product at the production rate needed by the customer. This includes ensuring the product can be built to the prescribed quality at the desired rate cost effectively.
- Evaluation of the product and process – these activities are focused around understanding our manufacturing line design and associated capability, by understanding the natural variation of the manufacturing line processes (process capability). These activities provide feedback to the engineering and production development efforts.
- Quality – demonstration of achieving key attributes of the product intentions. The part submission warrant (PSW or warrant) connects an instantiation of the product, the present design incarnation, with specific a production line incarnation, all of which has been vetted and tested.
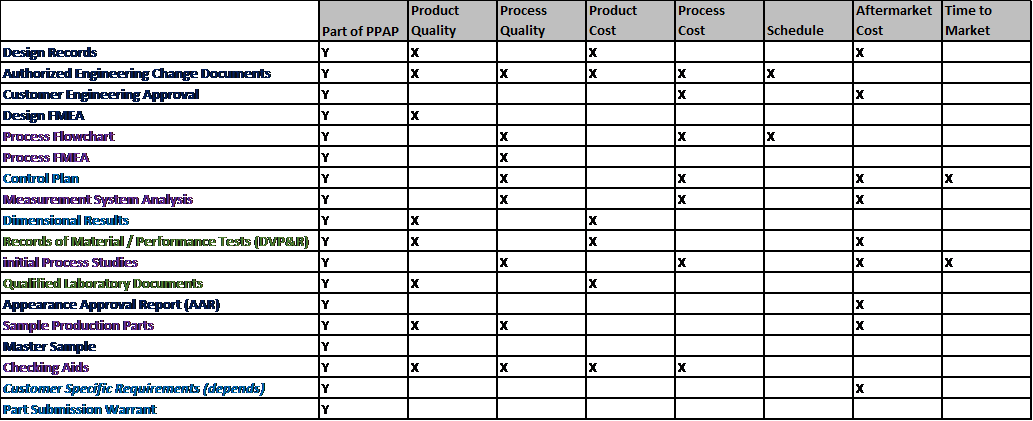
A brief chart comparing the artifact and the area most influenced below. The work performed and subsequent artifacts generated, support some objective metric, resulting in a risk reduction in one or more specific areas below in the columns.
For example, engineering the product, includes design records, and design records impact product quality and cost a well as aftermarket cost. Poorly kept design records can produce rework, as well as impact the product in the field as errant built parts make it through to production and aftermarket. We are unable to definitively answer some essential questions. For example, how were these parts manufactured? What are the constituent parts of the design?
But why?
Product quality is emergent. There is no single action (magic bullet) that results in a quality product, it is the many decisions and actions taken that produce the end result. Moreover, there are interconnections or dependencies in the work and artifacts that compound risk.
In other words, not accomplishing or poor execution of the preceding task, will have an impact on the subsequent task. A quality product emerges from good decisions and successful completion of chain actions. Essentially the result of a stream of decisions and actions culminating in the parts coming off of the assembly line. Many of these actions, depend upon the preceding and is expressed succinctly in the phrase “garbage in, garbage out.”
One failing of this approach, any systemic approach actually, is the possibility of pursuing this approach as if it were a check list, checking our collective brains at the door. We call it the checklist mentality.
- Provides a baseline of product and process from which the next iteration or product adaptation (product or process) can be built
- Easy to identify the product and connect to manufacturing process
- Connects requirements, iteration of the product with the manufacturing processes
- Effectively describes the connection between requirements, product incarnation, and manufacturing method
- Reduces complications in root cause analysis
- Ensures level of capability and quality of products shipped to the customer
PPAP Levels
There is a difference in risk between a minor product or manufacturing change, modification or update, and an entirely new product development and introduction. The larger the number of tasks required to successfully accomplish, the greater the risk. In this way the PPAP is influenced by the customer, the supplier, and the scope of the effort.
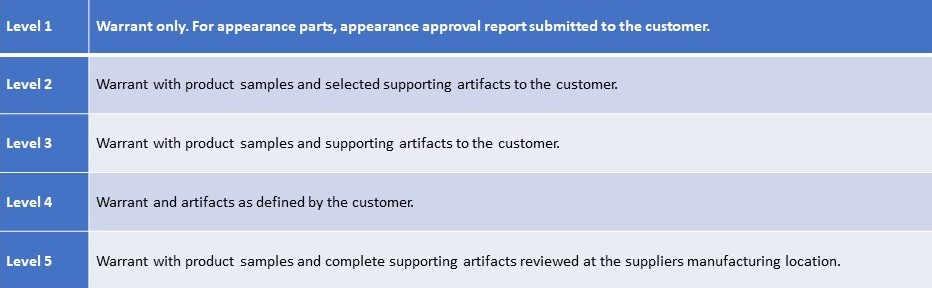
The table below (Derived from Production Part Approval Process (PPAP). (2000). Automotive Industry Action Group (AIAG)). provides an overview of the levels, for example, level 5 would be almost certainly undertaken for a new product and new line. The lower the number, is the response to smaller scope or change to either the product or the manufacturing line. In the most extreme incarnation, the PPAP documents will be reviewed at the manufacturing facility, after having watched the run-at-rate (often abbreviated as R@R).
The run at rate, is a run of the manufacturing line to produce production parts at the rate expected for full volume. This run provides a stress of the manufacturing line, while the customer quality engineer is present and sometimes other engineers from the customer.
There were likely other runs from the line prior to this point, to produce prototype parts perhaps for customer explorations or vehicle builds (sometimes referred to as trial production runs) and perhaps other testing that may include vehicle integration or system testing. These earlier runs (if there was a need) were used to help develop and test the burgeoning production processes.
The Warrant
Parts are not allowed to be shipped from the supplier into any OEM manufacturing site without having provided the PPAP documentation and sign off or acceptance (no matter the level), and when defined, the ISA (initial sample approval) parts. These final parts usually undergo dimensional evaluation and perhaps some other customer evaluation like systems integration testing.
The ISA parts will be shipped with what is referred to as a warrant (or part submission warrant – PSW). This certificate is attached to an iteration of the product, in this case, for a P level (production level version as per either supplier and customer’s agreed upon description) part.
Essentially the warrant identifies a specific part, and will be connected to a specific material, design and processes to manufacture.
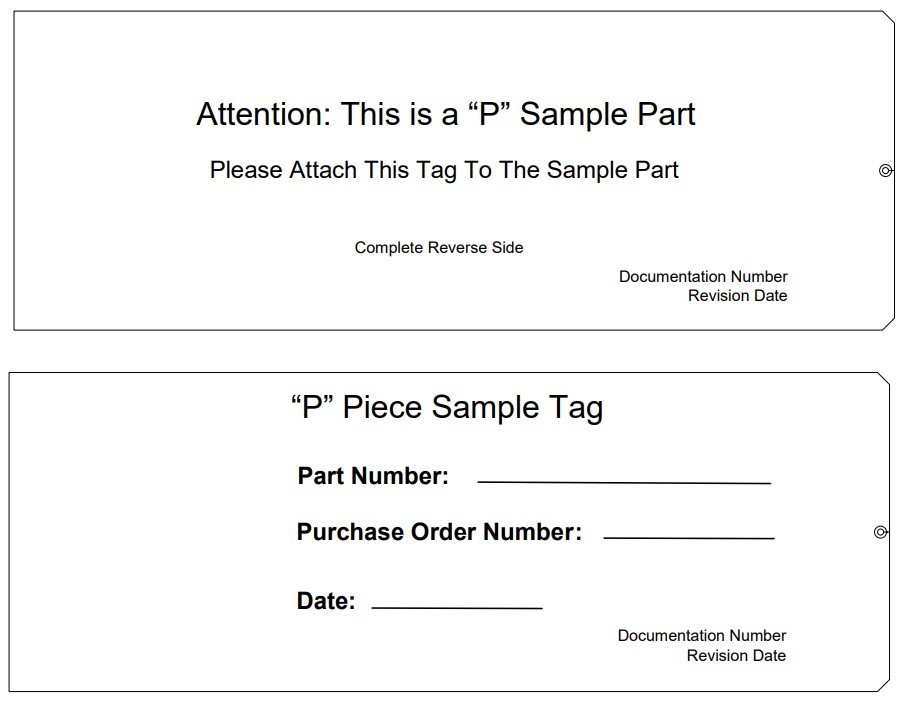
In the event there is no customer visit for review during the run at rate, as may be the case for all PPAPs of a level 1 through 3 (for example), the parts will be sent to the customer with a tag that clearly identifies the product and iteration. Below is a tag that will be connected with the individual part (a set of different part number) along with the identifying purchase order number.
This allows for quick traceability of the product received to production iteration, eliminating confusion. This is necessary because these parts may be used for appearance, and perhaps final fit and integration testing.
Summary
Any product, electrical, electronic or purely mechanical can benefit from a comprehensive approach that facilitates learning during the product as well as manufacturing development. This remains true for development of products for internal combustion, hybrids and fully electrical vehicles.
Developing a competent product and manufacturing line and being able to trace a specific version of the product to specific production processes are fundamental to understanding, controlling and improving the system. Besides providing a mechanism that identifies the key areas of the work, from which the actual work can be measured, it provides a baseline for the process and the product from which continuing improvements are possible.
We know tangible things about the product and the processes, not just guessing and assuming. This continuity provides a baseline (or foundation) for continuous improvement, and, a point for problem resolution should we find a defect as we are able to hold with some confidence the chain of events that brought the product to that point. The individual project’s situations and circumstances vary, so the approach must also be able to adapt to this variation to ensure our response is not overly burdened and complicated, or the other extreme, entirely inadequate and not commensurate with the risk associated with the product.

More Stories
Caresoft Global on the $1.2 Trillion Question: how AI-driven engineering intelligence is unlocking the auto industry’s largest untapped savings pool
Automate to survive – Elad Inbar, CEO of RobotLAB
Sika redefining structural reinforcements with pumpable solutions